Wootz - Start to Finish
Quote from Jacob Christian on June 24, 2022, 10:55 amHello Everyone,
Having forged several different types of wootz ingots, I would like to share my experiences and personal process.
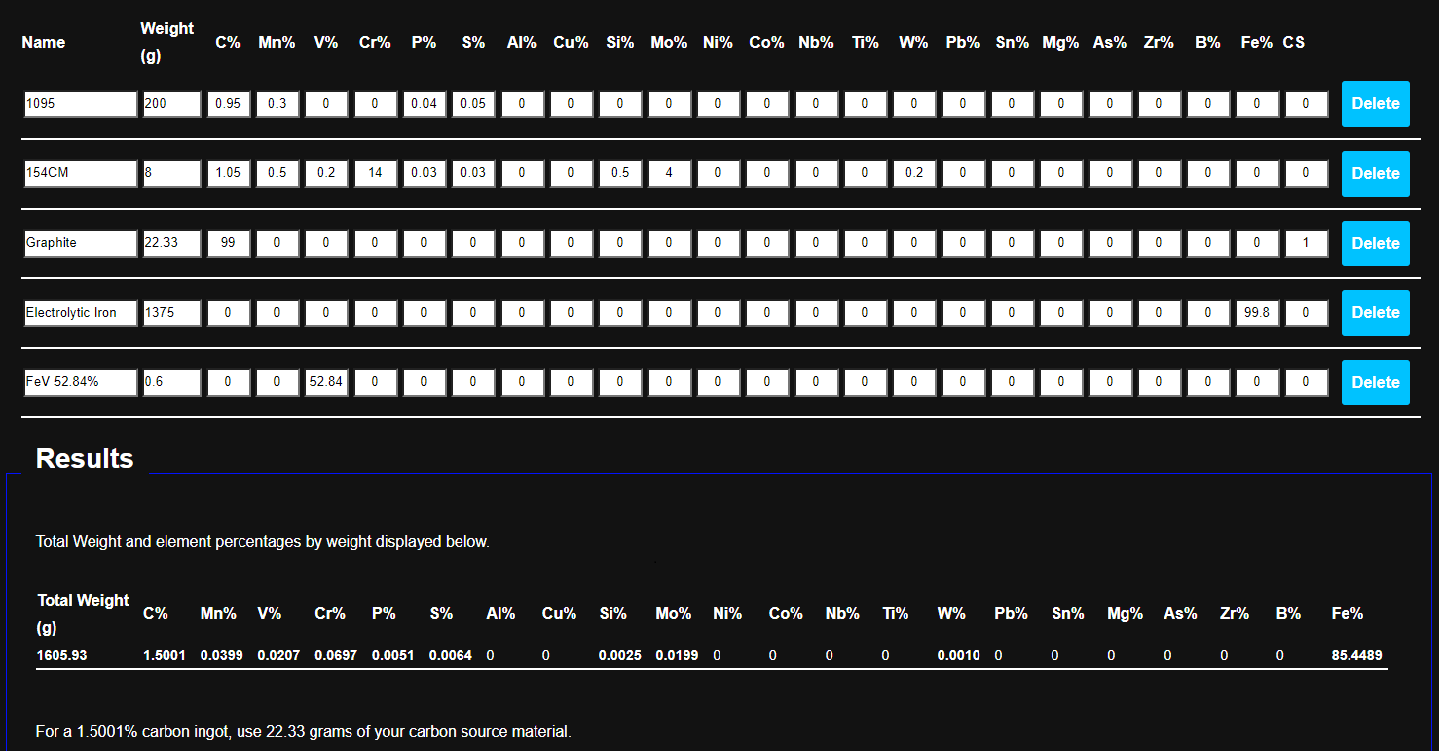
First we will begin with appropriate recipes. If your end goal is to get a nice watered pattern in your steel you have to start with a recipe conducive to producing those patterns. There are many different types of carbide forming elements, mainly Vanadium, but that is not the only one of importance. I currently use Vanadium, Chromium, Tungsten, Titanium, and Molybdenum in my melts. I know that sounds slightly complicated but many of those elements are found in my source materials so no extra effort is required. A basic recipe will look like the following:
The above image was captured from the wootz calculator. Please check it out if you haven't already
Once we have the recipe down, it is time to talk about loading the crucible. First off, you will want to make sure that you are using clean feed materials with no rust. If there is rust present on your feed materials it could cause your melt to fail and or create porosity in the ingot. If you are using graphite such as myself you will probably want to make sure that you use a sealed crucible. If you do not, the graphite likes to blow out which lowers carbon content and unwanted elements could end up in your melt.
Now its time to play with some fire! I will start off by saying that you should get an accurate way of determining chamber temperature. I use an S-type thermocouple and a meter from amazon for about $40 for both. From the time that I start my furnace to the time I shut it off is anywhere between 1 - 2 hours. Full melt temp if using electrolytic iron is 2800F and is usually achieved within 45 minutes. This however does not mean that you can shut down the furnace. You will need to keep that temp or even higher for at least 30 minutes to ensure that all materials are fully melted and combined. Keep in mind that the thermocouple is measuring the temperature near the wall of the furnace and not the inside of the crucible. Once the crucible has been at temp for an adequate amount of time it is time for the cool down cycle. This entails 30 minutes of slowly closing off fuel to the furnace and lowering the temperature gradually. The gradual temperature decrease helps the cementite form its dendritic structure. According to Verhoeven, this helps the dendritic structure form greater spacing which directly affects the final pattern spacing.
Now that we have our ingot, we will want to roast it! The roast helps to spheroidize the cementite while also giving some decarburization to the outside of the ingot. Many smiths try to limit the amount of decarburization by coating the ingot with satinite, my personal method is to keep the ingot in the crucible and cover with forge scale\iron oxide. You want a little bit of a layer of decarburization but not too much. It helps with initial forging and keeping the ingot from cracking too much but will also have to be ground off later into forging. For the roast I use a kiln at 1080 C for about 3 - 6 hours.
After the ingot has been roasted, it is pulled out of the kiln and immediately to forging. This is done to prevent chances of graphitization. The ingot usually isn't too bad to forge and I can reduce the puck down to a 2x1 in bar fairly quick 1-2 hours. I use a 25 ton hydraulic press with flat dies and occasionally drawing dies. I try to limit the use of drawing dies as it does impact the "layers" of cementite. I also pause in between forging and grind off decarb bit by bit. Any remaining decarb is ground off before the ingot reaches 1 in thick. This can be done towards the end but you run the risk of grinding too thin to get it all.
Now that we have the bar, it is all about slowly forging it down into a whatever you desire. When I say slowly I mean slowly... from this point forward you should not get the bar much hotter than 850 C. How you draw the metal is up to you. I have done it with a 4lb hammer as well as with the press. My preferred method is with the flat dies and hammering in between to correct anything. In between forging you should also be checking to see where your pattern is. If you completely ground to pattern in the previous step, you should not have to worry too much about decarburization.
In the final step of forging I use a farriers hammer to even any bumps and straighten. Be sure that you have forged as close to shape as you can. If you grind too much it will dig into the pattern that all your hammering created. If this happens you will more of a randomized pattern.
Hello Everyone,
Having forged several different types of wootz ingots, I would like to share my experiences and personal process.
First we will begin with appropriate recipes. If your end goal is to get a nice watered pattern in your steel you have to start with a recipe conducive to producing those patterns. There are many different types of carbide forming elements, mainly Vanadium, but that is not the only one of importance. I currently use Vanadium, Chromium, Tungsten, Titanium, and Molybdenum in my melts. I know that sounds slightly complicated but many of those elements are found in my source materials so no extra effort is required. A basic recipe will look like the following:
The above image was captured from the wootz calculator. Please check it out if you haven't already
Once we have the recipe down, it is time to talk about loading the crucible. First off, you will want to make sure that you are using clean feed materials with no rust. If there is rust present on your feed materials it could cause your melt to fail and or create porosity in the ingot. If you are using graphite such as myself you will probably want to make sure that you use a sealed crucible. If you do not, the graphite likes to blow out which lowers carbon content and unwanted elements could end up in your melt.

Now its time to play with some fire! I will start off by saying that you should get an accurate way of determining chamber temperature. I use an S-type thermocouple and a meter from amazon for about $40 for both. From the time that I start my furnace to the time I shut it off is anywhere between 1 - 2 hours. Full melt temp if using electrolytic iron is 2800F and is usually achieved within 45 minutes. This however does not mean that you can shut down the furnace. You will need to keep that temp or even higher for at least 30 minutes to ensure that all materials are fully melted and combined. Keep in mind that the thermocouple is measuring the temperature near the wall of the furnace and not the inside of the crucible. Once the crucible has been at temp for an adequate amount of time it is time for the cool down cycle. This entails 30 minutes of slowly closing off fuel to the furnace and lowering the temperature gradually. The gradual temperature decrease helps the cementite form its dendritic structure. According to Verhoeven, this helps the dendritic structure form greater spacing which directly affects the final pattern spacing.

Now that we have our ingot, we will want to roast it! The roast helps to spheroidize the cementite while also giving some decarburization to the outside of the ingot. Many smiths try to limit the amount of decarburization by coating the ingot with satinite, my personal method is to keep the ingot in the crucible and cover with forge scale\iron oxide. You want a little bit of a layer of decarburization but not too much. It helps with initial forging and keeping the ingot from cracking too much but will also have to be ground off later into forging. For the roast I use a kiln at 1080 C for about 3 - 6 hours.

After the ingot has been roasted, it is pulled out of the kiln and immediately to forging. This is done to prevent chances of graphitization. The ingot usually isn't too bad to forge and I can reduce the puck down to a 2x1 in bar fairly quick 1-2 hours. I use a 25 ton hydraulic press with flat dies and occasionally drawing dies. I try to limit the use of drawing dies as it does impact the "layers" of cementite. I also pause in between forging and grind off decarb bit by bit. Any remaining decarb is ground off before the ingot reaches 1 in thick. This can be done towards the end but you run the risk of grinding too thin to get it all.

Now that we have the bar, it is all about slowly forging it down into a whatever you desire. When I say slowly I mean slowly... from this point forward you should not get the bar much hotter than 850 C. How you draw the metal is up to you. I have done it with a 4lb hammer as well as with the press. My preferred method is with the flat dies and hammering in between to correct anything. In between forging you should also be checking to see where your pattern is. If you completely ground to pattern in the previous step, you should not have to worry too much about decarburization.
In the final step of forging I use a farriers hammer to even any bumps and straighten. Be sure that you have forged as close to shape as you can. If you grind too much it will dig into the pattern that all your hammering created. If this happens you will more of a randomized pattern.
Uploaded files:
Quote from Raggedyman on December 26, 2022, 5:11 amThanks a lot man, I really appreciate the explanation.
Your posts here have been a treasure trove.
I wondered how the outer-layer decarb would influence the eventual pattern (I kinda assumed you'd need to take it down to between Acm and A1 and hold it there a while, then slightly below A1 and hold again or some permutation there-of) as taking the whole thing over Acm would wipe out all carbides.
If you can take it above austenite as a matter of course this opens a bunch of possibilities, like simply putting a hypereutectoid steel with some chrome (52100 comes to mind) unto austenite range and holding for a few hours, then hammering it out at around 870C...
I think I'll try that and post results
Thanks a lot man, I really appreciate the explanation.
Your posts here have been a treasure trove.
I wondered how the outer-layer decarb would influence the eventual pattern (I kinda assumed you'd need to take it down to between Acm and A1 and hold it there a while, then slightly below A1 and hold again or some permutation there-of) as taking the whole thing over Acm would wipe out all carbides.
If you can take it above austenite as a matter of course this opens a bunch of possibilities, like simply putting a hypereutectoid steel with some chrome (52100 comes to mind) unto austenite range and holding for a few hours, then hammering it out at around 870C...
I think I'll try that and post results
Quote from Jacob Christian on January 1, 2023, 6:03 pmOf course I am glad that the website has been useful to you. My goal is to help people get into wootz. There can be quite the learning curve.
The as cooled dendritic ingot structure can be taken above Acm during initial forging but must come down below that the more you forge. So in this case, once the ingot is to about 1 inch thick I start using temp well below Acm and then never go too much over A1 around 900 C is all you want. Then I forge until the color has left the steel and then a tad bit more. about 750 C
52100 is a high Cr steel so that with a high carbon steel will be fine but the Mn in most high carbon steels is quite high and will change the pattern a bit. Having too much Cr will also give you different carbides. How this changes the steel I am no too sure.
Of course I am glad that the website has been useful to you. My goal is to help people get into wootz. There can be quite the learning curve.
The as cooled dendritic ingot structure can be taken above Acm during initial forging but must come down below that the more you forge. So in this case, once the ingot is to about 1 inch thick I start using temp well below Acm and then never go too much over A1 around 900 C is all you want. Then I forge until the color has left the steel and then a tad bit more. about 750 C
52100 is a high Cr steel so that with a high carbon steel will be fine but the Mn in most high carbon steels is quite high and will change the pattern a bit. Having too much Cr will also give you different carbides. How this changes the steel I am no too sure.
Quote from Raggedyman on January 12, 2023, 2:20 amI think I am misunderstanding something pretty fundamental here... over Acm the carbide dissolves, I wonder how it reforms again in a large dendritic structure instead of being pretty much gone. Do you have any idea?
I think I am misunderstanding something pretty fundamental here... over Acm the carbide dissolves, I wonder how it reforms again in a large dendritic structure instead of being pretty much gone. Do you have any idea?
Quote from Jacob Christian on January 17, 2023, 8:15 amYes you are correct the carbides are dissolving but cannot entirely dissolve. From my readings, it is said that the as solidified ingot has considerably larger interdendritic spacing and the diffusion times increase as a square of diffusion space. Basically the dendrites are further away from each other so it takes them longer to fully diffuse. As they dissolve and cool they get more spherordized and never fully disappear.
Note, I only forge above Acm while still in ingot form. Once I get to a bar I drop the temps to about 900 C.
Yes you are correct the carbides are dissolving but cannot entirely dissolve. From my readings, it is said that the as solidified ingot has considerably larger interdendritic spacing and the diffusion times increase as a square of diffusion space. Basically the dendrites are further away from each other so it takes them longer to fully diffuse. As they dissolve and cool they get more spherordized and never fully disappear.
Note, I only forge above Acm while still in ingot form. Once I get to a bar I drop the temps to about 900 C.